SPZ®G80钢立柱防腐工艺详解
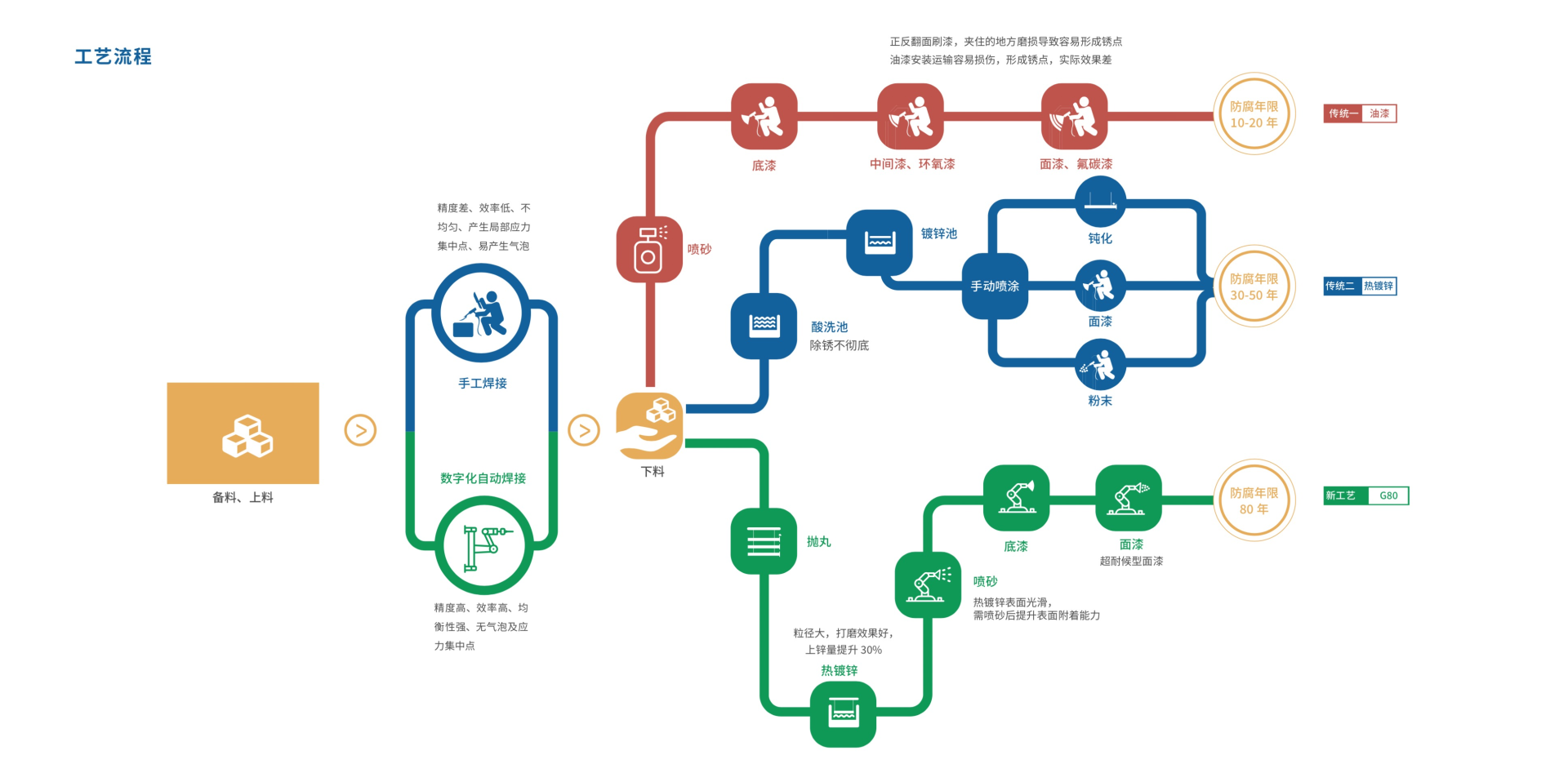
中驰为了打破传统声屏障钢结构防腐30-50 年寿命的行业技术瓶颈,与工业涂料领域专家联合研发,结合PCA技术经过科学论证及户外测试,最终确立了全新的80年防腐寿命声屏障钢结构G80(PCA)涂装工艺:抛丸、热镀锌-多元素合金粉末共渗、钝化/喷砂、喷涂中间漆、喷涂面漆/粉末。新型 SPZ®G80钢立柱产品的80年防腐工艺流程,如下图所示。
复合防护后寿命提升1.5倍 满足IOS-12944 防腐80年

抛丸
-
热镀锌
-
钝化/喷砂
-
喷涂中间漆
-
喷涂面漆/粉末
抛丸
目的是提高铁基材和热镀锌层间的结合力。抛丸工艺采用0.8mm-1mm切粒丸,以每秒50米极速冲击基材表面,高效清除氧化铁和锈蚀,使表面变得粗糙、提高上锌量;并将焊接拉应力改变为残余压应力,提高构件疲劳寿命。除锈等级(表面洁净度)可达到GB/T8923(等效于ISO8501-1:1988)中规定的sa3.0级别。
热镀锌-多元素合金粉末共渗
由锌、锌铝合金、铝镁合金、锌镍合金、等稀有元素制成的液体混合物。是一种铁基材与熔融锌反应生成一合金化的锌层的工艺过程,其优点在于防腐年限长久,适应环境广泛,一直是一种很好的防腐处理工艺。工件的防腐性能由锌层的腐蚀速率决定,锌层厚度和暴露环境(水汽类型/污染物浓度等)是主要的影响因素。锌层越厚,使用寿命越长,中驰采用先抛丸再镀锌的工艺,极大的提升锌层与基材的结合力,上锌量至少提升30%,锌层厚度达到120~140μm,按照热镀锌层在C3环境中每年厚度损失0.7~2.1um计算,抗腐蚀年限至少达到50年。
钝化/喷砂
钝化/喷砂:为了提升涂层与共渗合金层的附着力,可选择钝化或喷砂前处理工艺。钝化 :产品通过浸入钝化液处理后,在共渗合金层表面形成的氧分子结构钝化膜、膜层致密、性能稳定,牢固地吸附在表面,可有效阻止腐蚀介质与共渗合金层表面接触,达到防腐功能;喷砂:共渗合金层表面通过喷砂处理,提升表面的粗糙度以达到提高涂层附着力的目的,同时彻底清除表面脏污及氧化物,喷砂力度应控制得当,避免破坏共渗合金层(减薄5-10μm为宜)。
喷涂中间漆
为了进一步提升漆膜与合金层的附着力,在共渗合金层上需要再喷涂中间漆,该中间漆是一种高固含环氧云铁漆,其良好的流动性及浸润性,可以与喷砂后的共渗合金层形成具有超强附着力的封闭层。
喷涂面漆/粉末
在喷涂中间漆后,选用丙烯酸脂肪族聚氨酯面漆(耐候聚酯粉末)作为面漆(粉末),面漆(粉末)超强的耐候性可有效保护底漆(粉末)层的镀锌层,提升抗老性能,同时面漆(粉末)可提供多样的颜色选择。
工艺流程
技术指标
.png)
防腐工艺说明
.png)
复合防腐层技术要求
.png)
焊接工艺说明
(1).png)
.png)

服务热线
+86-15201812287
021-60712256

邮箱
zoch@shzoch.com

支持中心
中驰解决方案中心
@Copyright 2023 江南手机网页版登录入口(中国)股份有限公司 沪ICP备18008758号